您好,欢迎您访问山东泰安中维建筑塑料模壳有限公司网站!
专注模壳、建筑模壳、塑料模壳、一次性模壳
集研发、设计、制造、销售、售后服务为一体
15550820007


联系电话:13805480005宋经理
15550820007姜经理
15261982222姜经理
座机号码:0538-2820208
E - mail:zhongweimoke@163.com
网 址:www.sdzhongweimoke.com
地 址:泰安市东平县经济开发区

周转模壳的高温机械泵煅造炉由真空烧结炉护罩、炉盖机构、温度检测、取样机构、炉体固定支架、溶炉及引电设备、钳锅自锁机构、一次性模壳价格液位仪全自动自动控制系统、升液机器设备、可移动操作过程综合服务平台、金属模吊装机构、金属模扣紧机构、加工一次性模壳四柱液压机退模机构、超滤装置、制冷系统、感应电炉及电器设备全自动自动控制系统等组成。

塑料模壳以改性聚丙烯塑料为基材注塑而成。双向密肋楼板用M型模壳,加工一次性模壳目前采用较多的规格为120cm×90cm×30~45cm和120cm×120cm×30~45cm,十字肋高9cm,助厚1.4cm,四拼而成,并在模壳四周增加L36×3角钢,一次性模壳价格以便于连接。

塑料外壳是以改性聚氯乙烯塑料为基材,经注塑成型而成。加工一次性模壳每一筋段由4片组合成钢塑一体的整体型壳。塑料模壳的规格和数量应根据工程结构设计确定。一次性模壳价格塑料外壳由钢管架或碗扣架支撑。支撑杆水平距离与密肋板水平距离相同,支撑杆垂直距离600-900mm。
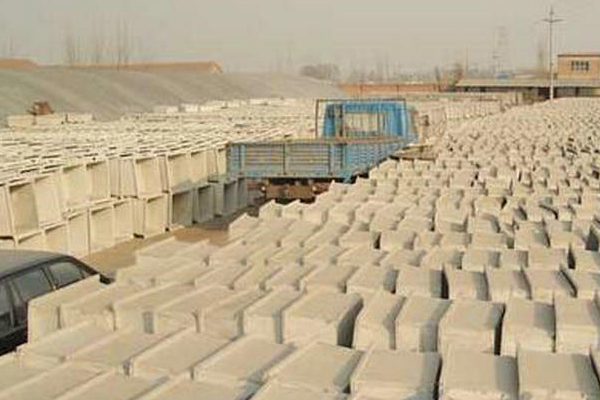
塑料模壳耐热耐寒、抗老化、光洁度高,可重复运用50次以上,加工一次性模壳温度适用范围大,能够在-20℃+60℃气温条件下施工。 施工便利,加速施工速度,支撑操作简略,对操作人员技能等级要求不高,有利于组织施工,脱模简单。一次性模壳价格通常情况下,浇灌混凝土12-15天后即可撤除模壳。塑料模壳脱模后,外形美观新颖,具有艺术欣赏价值。可省去吊顶,后处理简便。

单向密肋板底部局部下挠防治的方法是,模壳安装应由跨中向两边安装,以减少模壳搭接长度的累计误差。安装后要认真调整模壳搭接长度,加工一次性模壳使其不得小于10cm,以保证接口处的刚度。密肋梁轴线位移,一次性模壳价格两端边肋不等:防治的方法是,主楞安装调平后,要放出次楞边线再安装次楞,并进行找方校核。安装次楞要严格跟线,并与主楞连接牢靠。模壳安装不严密:这是模壳加工的负公差所致。认真检查模壳安装缝隙,钉塑料条或橡胶条补严。

建筑模壳设备恳求:恳求一:模壳摆放原则:加工一次性模壳在一个柱网内,由中心向两端摆放。边肋不能运用模壳时,用木模板嵌补。恳求二:一次性模壳价格设备主龙骨时要拉通线,间隔要准确,做到横平竖直。根据已分好的模壳线,将模壳依次排放在主龙骨两边角钢上。


